

स्टेनलेस स्टील कॉइलचीनमधील उत्पादक, स्टेनलेस स्टील प्लेट/शीट स्टॉकिस्ट, एसएस कॉइल/स्ट्रिप निर्यातदार.
स्टेनलेस स्टीलसुरुवातीला हे स्लॅबच्या स्वरूपात तयार केले जाते, ज्यावर नंतर झेड मिल वापरून रूपांतरण प्रक्रिया केली जाते. ही प्रक्रिया पुढील रोलिंग करण्यापूर्वी स्लॅबचे कॉइलमध्ये रूपांतर करते. या रुंद कॉइल्स साधारणपणे १२५० मिमी (कधीकधी थोड्या अधिक रुंद) लांबीच्या बनवल्या जातात आणि त्यांना 'मिल एज कॉइल्स' म्हणून ओळखले जाते.
या रुंद कॉइल्सवर स्लिटिंगसारख्या विविध उत्पादन तंत्रांचा वापर करून पुढील प्रक्रिया केली जाते, ज्यामध्ये रुंद कॉइलला अनेक धाग्यांमध्ये विभागले जाते; येथेच बहुतेक
पारिभाषिक शब्दांमुळे गोंधळ निर्माण होतो. कापल्यानंतर,
स्टेनलेस स्टील हे मदर कॉइलमधून घेतलेल्या कॉइल्सचा एक संच बनवते आणि त्यांना स्ट्रिप कॉइल्स, स्लिट कॉइल्स, बँडिंग किंवा फक्त स्ट्रिप्स यांसारख्या अनेक वेगवेगळ्या नावांनी ओळखले जाते.
कॉइल गुंडाळण्याच्या पद्धतीमुळे त्यांना वेगवेगळी नावे दिली जाऊ शकतात. सर्वात सामान्य प्रकार 'पॅनकेक कॉइल' म्हणून ओळखला जातो, जो कॉइल सपाट ठेवल्यावर जसा दिसतो त्यावरून हे नाव दिले आहे; 'रिबन वाउंड' हे कॉइल गुंडाळण्याच्या याच पद्धतीचे दुसरे नाव आहे.
गुंडाळण्याचा आणखी एक प्रकार म्हणजे 'ट्रॅव्हर्स' किंवा 'ऑसिलेटेड', ज्याला 'बॉबिन वाउंड' किंवा 'स्पूल' असेही म्हणतात, कारण ते कापसाच्या बॉबिनसारखे दिसते. काहीवेळा हे प्लास्टिकच्या स्पूलवर प्रत्यक्ष गुंडाळलेले असू शकते. या पद्धतीने कॉइल तयार केल्याने खूप मोठ्या कॉइल्स बनवता येतात, ज्यामुळे स्थिरता सुधारते आणि उत्पादनात वाढ होते.

कोल्ड रोल्ड स्टेनलेस स्टील कॉइल
स्टेनलेस स्टील कॉइल सामान्य तापमानावर कोल्ड रोलिंग मिलमध्ये रोल करण्यात आली. पारंपारिक जाडी ०.१ मिमी ते ३ मिमी आणि रुंदी १०० मिमी ते २००० मिमी पर्यंत असते.
कोल्ड-रोल्ड स्टेनलेस स्टील कॉइल
यात गुळगुळीत पृष्ठभाग, सपाट पृष्ठभाग, उच्चमितीय अचूकता आणि चांगले फायदे आहेत.
यांत्रिक गुणधर्म. बहुतेक उत्पादने रोल केलेली असतात आणि त्यांच्यावर प्रक्रिया करून कोटेड स्टील शीट बनवता येतात.
कोल्ड रोल्ड स्टेनलेस स्टील कॉइलच्या उत्पादन प्रक्रियेमध्ये पिक्लिंग, सामान्य तापमान रोलिंग, ल्युब्रिकेशन, ॲनीलिंग यांचा समावेश होतो.
समतलीकरण, बारीक कापणी आणि पॅकेजिंग.
गरम रोल केलेले स्टेनलेस स्टील कॉइल
हे १.८० मिमी ते ६.०० मिमी जाडी आणि ५० मिमी ते १२०० मिमी रुंदीच्या हॉट कॉइल मिलने बनवले जाते. हॉट-रोल्ड स्टेनलेस स्टीलचे फायदे म्हणजे कमी कठीणपणा, सुलभ प्रक्रिया आणि चांगली लवचिकता. त्याच्या उत्पादन प्रक्रियांमध्ये पिक्लिंग, उच्च तापमान रोलिंग, प्रक्रिया स्नेहन, ॲनीलिंग, लेव्हलिंग, फिनिशिंग आणि पॅकेजिंग यांचा समावेश होतो.
कोल्ड-रोल्ड स्टेनलेस स्टील कॉइल आणि हॉट-रोल्ड स्टेनलेस स्टील कॉइल यांच्यामध्ये तीन मुख्य फरक आहेत.
सर्वप्रथम, कोल्ड-रोल्ड स्टेनलेस स्टील कॉइलची मजबुती आणि यिल्ड स्ट्रेंथ अधिक चांगली असते, आणि हॉट-रोल्ड स्टेनलेस स्टील कॉइलची तन्यता व कणखरता अधिक चांगली असते. दुसरे म्हणजे, कोल्ड-रोल्ड स्टेनलेस स्टील कॉइलची जाडी अतिशय पातळ असते, तर हॉट-रोल्ड स्टेनलेस स्टील कॉइलची जाडी जास्त असते. याव्यतिरिक्त, कोल्ड-रोल्ड स्टेनलेस स्टील कॉइलचा पृष्ठभागाचा दर्जा, स्वरूप आणि आकारमानाची अचूकता हॉट-रोल्ड स्टेनलेस स्टील कॉइलपेक्षा उत्तम असते.
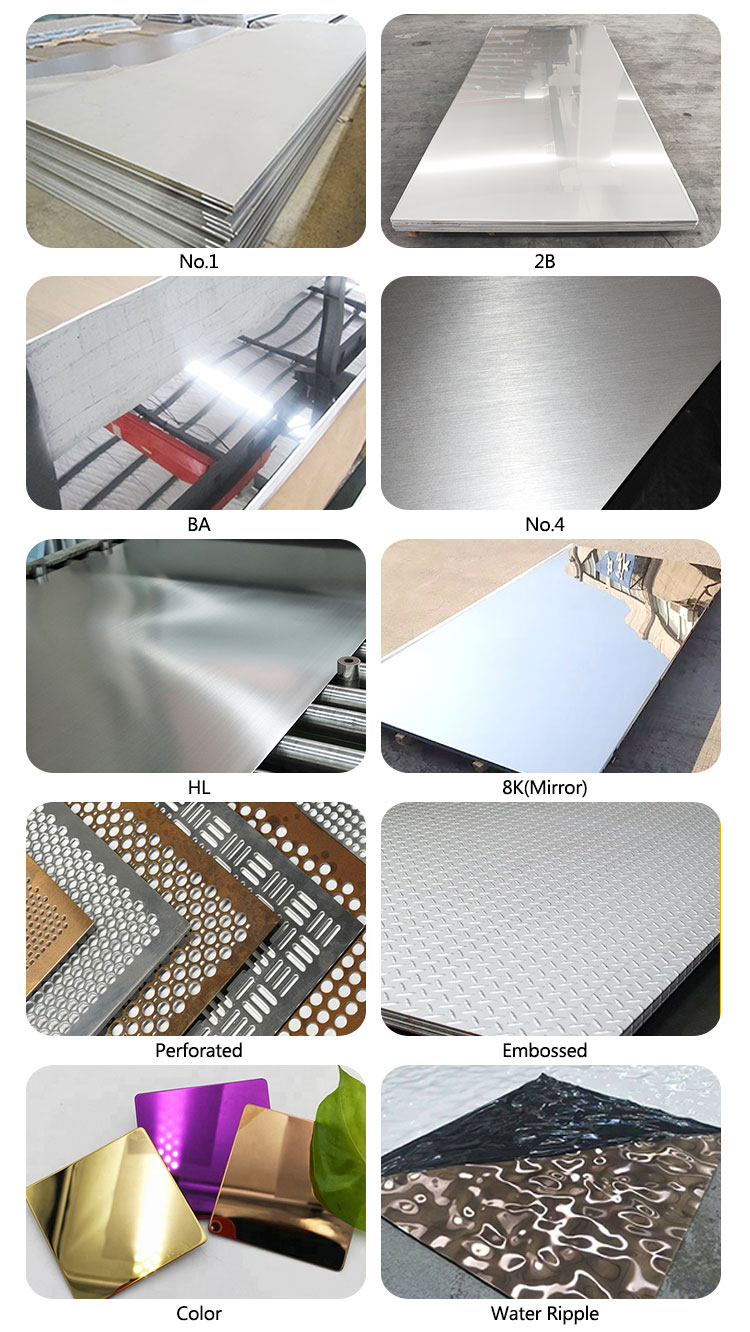
पृष्ठभाग उपचार
आमच्याकडे आयात केलेली उपकरणे आणि व्यावसायिक अभियंते आहेत, जेणेकरून आमच्या प्रत्येक स्टेनलेस स्टील प्लेटचा पृष्ठभाग ग्राहकांच्या अपेक्षांपेक्षा खूपच उच्च दर्जाचा असतो.
| पृष्ठभाग | वैशिष्ट्यपूर्ण | प्रक्रिया तंत्रज्ञान |
| क्रमांक १ | मूळ | गरम लाटल्यानंतर लोणचे बनवले |
| 2D | बोथट | हॉट रोलिंग + ॲनीलिंग शॉट पीनिंग पिक्लिंग + कोल्ड रोलिंग + ॲनीलिंग पिक्लिंग |
| 2B | अस्पष्ट | हॉट रोलिंग + ॲनीलिंग शॉट पीनिंग पिक्लिंग + कोल्ड रोलिंग + ॲनीलिंग पिक्लिंग + टेम्परिंग रोलिंग |
| क्रमांक ३ | मॅट | १००-१२० मेश अपघर्षक सामग्री वापरून पॉलिशिंग आणि टेम्परिंग रोलिंग करणे |
| क्रमांक ४ | मॅट | १५०-१८० मेश अपघर्षक सामग्री वापरून पॉलिशिंग आणि टेम्परिंग रोलिंग |
| क्रमांक २४० | मॅट | २४० मेश अपघर्षक सामग्री वापरून पॉलिशिंग आणि टेम्परिंग रोलिंग करणे |
| क्रमांक ३२० | मॅट | ३२० मेश अपघर्षक सामग्री वापरून पॉलिशिंग आणि टेम्परिंग रोलिंग करणे |
| क्रमांक ४०० | मॅट | ४०० मेश अपघर्षक सामग्री वापरून पॉलिशिंग आणि टेम्परिंग रोलिंग करणे |
| HL | ब्रश केलेला | स्टील बेल्टच्या पृष्ठभागावर एक विशिष्ट रेखांशाचा पोत दिसावा यासाठी, योग्य ग्राइंडिंग ग्रेन साईजने तो पृष्ठभाग ग्राइंड करा. |
| BA | तेजस्वी | पृष्ठभाग तापवून थंड केलेला असून तो उच्च परावर्तकता दाखवतो. |
| 6K | आरसा | खडबडीत घासणे आणि पॉलिश करणे |
| 8K | आरसा | बारीक घासणे आणि पॉलिश करणे |
पोस्ट करण्याची वेळ: ०७-एप्रिल-२०२३